


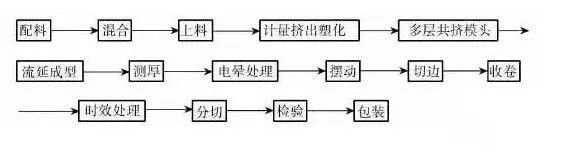
聚丙烯流延薄膜(CPP薄膜)是采用流延的方法生產的一種未拉伸的平膜擠出薄膜,具有透明度好、光澤度高、平整度好、縱橫各向性能平衡、易熱封等特點,表面經過電暈處理后可用于鍍鋁、印刷、復合等方面,所以廣泛應用于食品、日用品、電子產品等包裝。其生產工藝流程圖如下:
CPP 薄膜的特點之一是它的透明性,其性能高低直接影響包裝檔次。影響CPP 薄膜透明度的因素有兩大類:配方和生產工藝。配方包括主材料和輔助材料;生產工藝有:熔體溫度和冷卻輥溫度、模唇間隙、氣隙高度(即模唇與冷卻輥之間的距離)、真空箱真空度、氣箱風量等。
主材料的影響
CPP 薄膜的主材料一般選用熔體流動速率為6~12g/10min 的樹脂,分為均聚PP、二元共聚PP、三元共聚PP。通常,共聚PP的透明度比均聚的好,但挺度方面均聚PP比共聚的好,且均聚PP不具備熱封性,共聚PP具有良好的熱封性,尤其是三元共聚PP,具有良好的低溫熱封性。具體如何搭配根據薄膜的應用要求。
輔助材料的影響
CPP 薄膜的輔助材料有開口劑、爽滑劑、抗靜電劑等。開口劑的主要成分是SiO2,宜采用合成的SiO2,它的顆粒圓滑、均勻,對薄膜的透明度影響很小,而天然硅石,由于其形狀、大小不一,產生明顯的反光、折光,薄膜的透明度明顯下降,所以不宜采用;爽滑劑、抗靜電劑都帶有爽滑性,適量地添加爽滑劑、抗靜電劑,提高爽性及抗靜電性的同時,有利于提高薄膜的光澤度,進而有利于透明度的提高,但是過量添加的話會由于它們的大量外遷而在薄膜表面形成一層霧層,造成透明度的下降,所以添加量應適中。
熔體溫度的影響
熔體溫度的升高,有利于薄膜透明度的提高。但過高的熔體溫度易造成薄膜發脆,薄膜表面摩擦系數升高,通常以不超過265℃為宜。
冷卻輥溫度的影響
降低冷卻輥的溫度,有利于提高薄膜的透明度,但薄膜的摩擦系數也隨著升高,所以降低冷卻輥的溫度的同時宜適量增加爽滑劑的份數。
模唇間隙的影響
加大模唇間隙,可以降低模唇處熔體的壓力,有利于熔膜的均化,進而有利于薄膜光澤度的提高、透明度的提高。
氣隙高度的影響
熔體自模唇流到冷卻輥需要一定時間的均化,所以氣隙高度要適當。氣隙高度太小,熔體來不及均化,薄膜表面毛糙,透明度差;氣隙高度太長,冷卻速度慢,透明度也差,且容易造成熔膜抖動。所以應根據不同的生產機臺氣隙高度做適當的調整。
真空度的影響
真空室的作用是在薄膜貼輥側產生負壓,平衡薄膜的流延牽引力,使薄膜更好地貼輥、冷卻,同時抽走從熔體揮發出來的油煙!真空度小,貼輥效果差,不利于薄膜的冷卻,透明度差;真空度大,貼輥效果好,冷卻效果好,透明度好,但真空度過大容易造成薄膜表面劃痕、熔膜抖動,通常根據流延線速度來調節真空度的大小。
氣箱風量的影響
真氣箱的作用是在薄膜表面形成均勻的空氣層,使薄膜均勻地貼輥、冷卻,同時對貼輥的另一面薄膜進行冷卻。所以加大氣箱風量有利于薄膜的冷卻,透明度的提高,風量過小貼輥效果差、透明度差,但風量過大也會造成熔膜抖動,使薄膜厚度大波動。另氣箱的高低相對位置、傾斜角度也必須做適當的調整。
此外,在操作上應保持原料清潔、機臺衛生。生產過程經常巡視,發現問題及時處理。
聲明:本文由薄膜通整理,歡迎行業專家進行補充和修正。如有技術問題,歡迎大家發郵件探討。info@bomotong.com。
 聯系人:0769-8173-8045
聯系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
