


薄膜在加工的過(guò)程中會(huì)被取向,一般分為橫向和縱向,因加工工藝和參數(shù)的不同,取向也不同。例如,吹膜既有縱向牽引,又有橫向吹脹,相對(duì)縱橫向取向比較平衡,兩個(gè)方向上力學(xué)性能也相對(duì)均衡。而對(duì)于流延,只有縱向的牽引,而沒(méi)有橫向的吹脹,因此縱向取向大于橫向,兩個(gè)方向上的力學(xué)性能就有明顯差異,例如縱向拉力大,但撕裂強(qiáng)度就很低。單向拉伸薄膜(MDO)是利用輥之間的速度差對(duì)薄膜進(jìn)行進(jìn)一步縱向拉伸,從而提高薄膜的挺度、透明度,以及某些力學(xué)性能,此時(shí)縱向的取向遠(yuǎn)大于橫向。如果在此基礎(chǔ)上再進(jìn)行橫向拉伸,就是我們通常說(shuō)的雙向取向了(BO)。雙向拉伸可以用一個(gè)步驟完成,也可用兩個(gè)連續(xù)的步驟完成。如果在兩個(gè)方向的取向是相等的,最終得到的薄膜在性能上是各向同性的;如果在一個(gè)方向的取向大于另一個(gè)方向的取向,則薄膜在性能上是各向異性的。
為了獲得有效的取向,聚合物最好在低于熔點(diǎn)的溫度下進(jìn)行拉伸,同時(shí),拉伸時(shí)應(yīng)具備足夠的熱量,使得分子可以運(yùn)動(dòng)。溫度越高,分子的運(yùn)動(dòng)速度越快,松弛時(shí)間越短,實(shí)際產(chǎn)生的取向則越少。拉伸以后,薄膜將被冷卻定型獲得熱穩(wěn)定性。理想狀態(tài)是,在拉伸的分子松弛以前通過(guò)冷卻獲得足夠的取向。
塑料薄膜經(jīng)過(guò)雙向拉伸后,拉伸強(qiáng)度和彈性模量均有顯著的增加,機(jī)械強(qiáng)度明顯提高。另外,耐熱、耐寒、透明度、光澤度、氣密性、防潮等性能也得到改善,用途廣泛。可用于雙向拉伸薄膜生產(chǎn)的高分子材料有:聚丙烯,聚酯,聚苯乙烯,聚酰胺,聚乙烯醇,EVOH,聚偏二氯乙烯,聚乙烯等等。其中雙向拉伸聚丙烯(BOPP)膜主要用于食品、醫(yī)藥、服裝、香煙等包裝,并大量用作復(fù)合膜的基材以及電工膜;雙向拉伸聚酯(BOPET)除了用于膠帶、軟盤、膠片等各種工業(yè)用途外,也廣泛用于蒸煮食品、冷凍食品、藥品、化妝品等包裝,其挺度及耐刮擦性能非常優(yōu)秀;雙向拉伸聚苯乙烯(BOPS)主要用于食品包裝以及玩具等包裝;雙向拉伸聚酰胺(BOPA)主要用于各種真空、充氣、蒸煮殺菌、液體包裝等用途,其韌性最好,并具有較好的阻氣性。
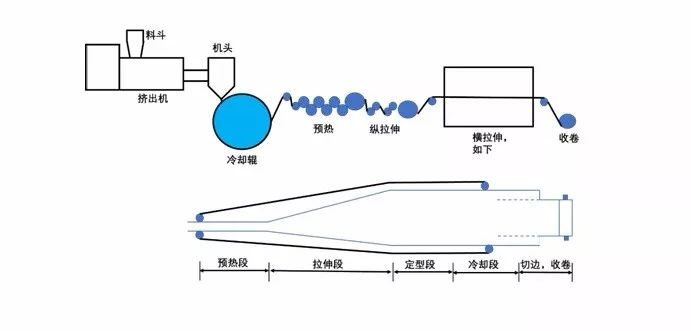
雙向拉伸薄膜主要成型方法有平膜法和管膜法兩大類。平膜法制得的薄膜質(zhì)量好,厚度精度高,生產(chǎn)效率高。而管膜法設(shè)備投資低,占地面積小,但產(chǎn)品厚度精度差,生產(chǎn)效率低,僅限于生產(chǎn)聚丙烯熱收縮膜和香煙包裝膜等特殊產(chǎn)品。平膜法可再分為分步雙向拉伸和同步雙向拉伸兩種方式。分步雙向拉伸法設(shè)備成熟,線速度高,是目前平膜法的主流。而同布雙向拉伸方式因設(shè)備較昂貴,生產(chǎn)受到限制。隨著行業(yè)對(duì)薄膜產(chǎn)品質(zhì)量的要求越來(lái)越高,這不僅僅對(duì)聚合物材料本身提出了要求,也對(duì)生產(chǎn)薄膜的工藝技術(shù)及設(shè)備的進(jìn)一步發(fā)展提出了更高的要求。雙向拉伸技術(shù)可以從工藝上提高薄膜的品質(zhì),雖然技術(shù)的門檻較高,但相信將來(lái)會(huì)有更多的發(fā)展空間。
 聯(lián)系人:0769-8173-8045
聯(lián)系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號(hào)樓三樓316室
地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號(hào)樓三樓316室 
合工藝知多少")