


在雙向拉伸塑料薄膜生產過程中,糾偏控制系統極大地降低了橫拉脫夾、褶皺、破膜、波紋抖動等問題的概率,實現了薄膜的高速、高效生產,綜合國內外糾偏控制系統的應用情況,我們分別從工作原理、控制方式等幾個方面對糾偏系統進行簡單介紹。
工作原理
EPC 裝置安裝于薄膜生產線的TDO 入口,用于準確跟蹤膜邊的位置,其工作原理可以簡化為一個閉環控制環:自動糾偏的出發點是橫拉入口薄膜的當前位置,由一個或多個傳感器掃描薄膜的當前位置,并將其傳輸給控制器;控制器對測得的實際位置和設定的位置作比較,如果兩者之間存在偏差,控制器將傳輸一個糾偏信號給驅動器;驅動器快速驅動TDO 入口的軌道,使其及時跟蹤上膜邊.如此循環,EPC 系統一直驅動軌道做往復運動,從而不發生脫夾現象。
結構及分類
根據EPC 系統動力裝置的不同,一般可分為機電式、電液壓式、氣動液壓式和磁性式4類。
機電式EPC 系統結構原理如下圖所示,主要由三大部分組成:傳感器、控制器、機電驅動器。

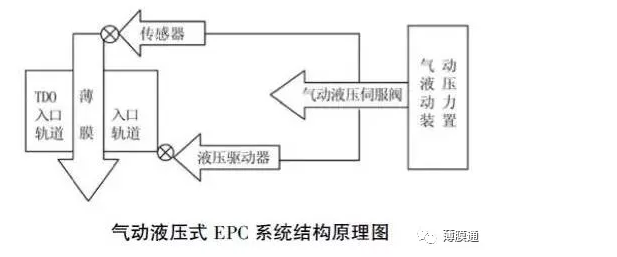
電液壓式EPC 系統結構原理如下圖所示,主要由五大部分組成:傳感器、控制器、電液伺服閥、電液壓動力裝置、液壓驅動器。
磁性式EPC 系統尚處在試驗階段,主要是德國布魯克納公司在應用,國內尚缺乏相關資料,目前國內外雙向拉伸塑料薄膜生產線所使用的主要是以上3種。
這3 種控制系統結構大同小異,其中均包含有傳感器,它又可以分為紅外線傳感器、反射式紅外線傳感器、超聲波傳感器、數字傳感器、氣動傳感器、激光傳感器、攝像式傳感器,其中機電式和電液壓式主要以紅外線傳感器和超聲波傳感器應用最多。機電式和電液壓式EPC 系統還有一個控制器,此類控制器操作簡單,功能強大,在薄膜高速生產時,具有極高的動態響應水平和檢測精度,不僅能實時監控,還能實現遠程控制。
機電式EPC 驅動主要依靠電動推桿,它設備簡單、反沖小、免維護;它是由控制器直接驅動,所以具有最靈敏的動態響應性能,其典型的精度誤差小于0.002s。但是,此類推桿主要是靠皮帶、絲桿或者齒輪傳動,在裝配誤差、長期磨損等情況下,其使用壽命不及氣動液壓式和電液式EPC 系統.氣動液壓式EPC 系統主要依靠氣動液壓伺服閥控制油缸驅動,最大特點是運行平穩.與機電式EPC 驅動不同的是,它是通過氣動傳感器來跟蹤邊膜位置,將探測后氣壓信號直接反饋到氣動液壓伺服閥.因為薄膜離氣源口有一段距離,所以動態響應精度不如機電式控制方式.再者,其所使用的液壓油在雜質污染等情況下會堵塞油路,因此維護頻率較高.電液壓式EPC 系統則綜合了這兩種控制方式的優點,利用紅外或超聲波傳感器實現精準探測,通過控制器將信號反饋給電液壓伺服閥,實現控制器的精準控制。不僅避免了氣動傳感器動態響應水平不夠高的缺點,還保留了氣動液壓式運行平穩的優點,但同樣也存在油路雜質問題。
工作模式
糾偏模式的選擇取決于客戶的工藝要求,主要的糾偏模式有以下幾種:
薄膜定單邊糾偏:使用一個傳感器,根據薄膜的左側或者右側邊緣進行糾偏;
薄膜定中心線糾偏:使用兩個傳感器,根據物料的中心線進行糾偏,又可以分為固定定中心糾偏和移動定中心糾偏;
薄膜對比糾偏:使用一個傳感器,依據一條連續或者不連續的線對比進行糾偏。
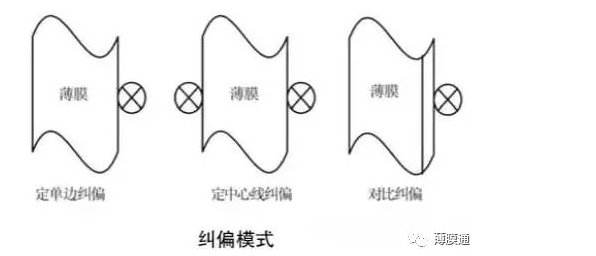
定單邊糾偏只能探測到一側薄膜的邊緣變化,當縱向拉伸機出來的薄膜寬度發生變化時,便不能保證TDO 入口處的膜片與兩側的鏈夾距離相等,因而會難以實現理想狀態下夾膜.對比糾偏則需要有一條對比線才能準確跟蹤探測,相比另兩種探測方式費時又費力.定中心線糾偏則能始終保持TDO 入口處薄膜寬度的穩定性,兩側鏈夾夾點準確、同時同步夾邊,夾邊均勻、夾持力適中,進入TDO 的膜片保持輸送平整,利于后續拉伸區的晶粒拉伸取向。因此,大多數雙向拉伸塑料薄膜生產線均采用定中心線糾偏模式。
控制方式
EPC 系統的控制方式有自動控制和手動控制兩種,一般是兩者兼有.所有薄膜生產線的EPC控制在生產時均采用自動控制方式,手動控制方式主要用于靜態測試系統運行狀況,以便及時發現問題。
以氣動液壓式EPC 系統為例,其控制流程如下:其動力系統有一臺一直處于工作狀態的雙軸電機,連接著油壓泵和氣泵,保證控制回路的氣壓和油壓.在自動控制方式下,薄膜邊緣正好擋住氣動傳感器氣源口一半時,可使分別由氣動傳感器和自動控制閥加載在氣動液壓伺服閥上的氣壓保持平衡狀態,氣缸處于靜止,TDO 入口處的兩側導軌也保持相對靜止,鏈鋏正常夾膜.當薄膜移動時,擋住氣動傳感器氣源超過一半的一側,會使得氣動傳感器加載在氣動液壓伺服閥上的氣壓變大,壓力失衡,自動控制閥氣壓推動氣液伺服閥工作,控制用液壓油的運行方向改變,使得軌道向外側運動,同時通過回路閉鎖閥防止液壓油反流,以保證軌道運動中的穩定,從而保證兩側夾點與膜邊距離相等,實現理想夾膜.而另一側氣動傳感器檢測不到薄膜時,氣液伺服閥會向相反的方向動作,最終使軌道向內側運動。如此重復,實現對邊膜位置的實時跟蹤,保證TDO 入口的順利夾膜。
在手動控制方式下,直接通過手動控制閥的氣壓方向,從而推動氣液伺服閥動作,對系統的運行情況進行測試。
總結
糾偏控制系統在雙向拉伸塑料薄膜生產線上的應用無疑是成功的.它極大限度的降低了橫拉脫夾、褶皺、破膜、波紋抖動等問題的出現概率,實現了薄膜的高速、高效率生產.現在,市場上生產的糾偏控制系統五花八門,包括了各種結構類型和模式。客戶應根據不同的薄膜工藝、材質以及生產速度,綜合本文列舉的各類系統的優缺點,選擇合適的糾偏控制系統,以便更好的促進雙向拉伸塑料薄膜的生產。
聲明:本文由薄膜通約稿并整理,內容僅供學習參考,如有錯誤,歡迎指正。未經許可不得私自轉載,如有技術問題,歡迎大家發郵件探討。info@bomotong.com
 聯系人:0769-8173-8045
聯系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
