


碳酸酯(Polyarbonate,簡稱PC)薄膜最早由德國拜耳公司研制,隨后美國,日本等國家的化工企業(yè)也相繼生產,并發(fā)展到中國。使該產品成為一個引人注目的薄膜品種。
PC薄膜具有良好的綜合性能,普通PC薄膜為無色透明,透光率在90%以上,很適宜做光學薄膜材料。PC不僅電性能優(yōu)異,而且擁有優(yōu)秀的物理機械性能,如良好的拉伸強度、剛性和耐沖擊性。PC薄膜的吸水率及制品成型收縮率低,抗蠕變性能優(yōu)良,因而在不同的溫度、濕度條件下制品的尺寸穩(wěn)定,適合制作精密元件,特別是耐寒性和耐熱性要求較高的薄膜制品,一般PC薄膜的工作溫度范圍達到-100~130℃。
PC薄膜的應用
PC薄膜應用廣泛,在電子工業(yè)方面,可以制作薄膜電容、電聲元件和用作電器絕緣材料。在科研方面可作為固定痕跡探測材料,應用于高能物理研究領域,如預報地震、檢測環(huán)境、探礦等。經過處理后制作的微孔薄膜,是良好的分子篩材料,可作為微生物研究和用于釀造業(yè)、超純水的生產等新型過濾材料。
由于PC薄膜透明無毒、無味、無嗅,具有良好的保香性,可用于食品和醫(yī)藥的包裝。其印刷性以及蒸鍍金屬、真空吸塑成型等二次加工性能非常好。此外,PC薄膜的熱穩(wěn)定性好、耐低溫性、不透濕性和耐候性好,在未來農業(yè)溫室和太陽能利用等方面,也會有很大的發(fā)展?jié)摿Α?/p>
PC薄膜的制造
PC樹脂的加工性良好,多數(shù)的薄膜成型方法如壓延法、溶液流延法、吹塑法、平膜擠出法及雙向拉伸法等都可以生產PC薄膜。國外一些廠家較多采用平膜法生產,德國企業(yè)采用溶液流延法(拉伸或不拉伸)生產。
PC薄膜在國內常見的加工工藝為壓延法,PC薄膜在壓延時可對薄膜進行拋光、壓花等,使表面成為鏡面或具有紋理。壓延法能夠實現(xiàn)連續(xù)生產,產量大,但精度較低,適合于生產厚度公差要求較低的PC薄膜。
溶液流延法制取的薄膜,厚度均勻性良好,但由于薄膜中的殘余溶劑對制品的電性能與耐熱性有一定的影響;而且生產過程中要消耗一定的溶劑,增加了生產成本,工業(yè)也比擠出法復雜,但在生產較薄(小于10um)的薄膜時,仍為比較好的生產工藝。
平膜擠出法(也稱澆鑄法)制取的薄膜,厚度公差一般為±10%。由于PC樹脂本身的分子結構所致,即使不進行定向拉伸,制品也具有較高的拉伸強度。尤其是成型過程中,薄膜單向(主要是縱向)有一定程度的定向時,其縱橫向的拉伸強度或撕裂強度也不會產生很大差異,各項性能均可滿足使用要求。該法同雙向拉伸相比,成型工藝簡單,投資小,占地面積小等特點。
PC薄膜加工注意事項
樹脂含水量對加工的影響
PC樹脂有一定的吸濕性,吸附的水分對其流變性能及熔體的穩(wěn)定性有較大的影響。當樹脂含水量高于0.05%,溫度達到140~150℃以上時,樹脂開始軟化粘結的同時發(fā)生降解,隨著溫度的升高開始出現(xiàn)氣泡,嚴重時,樹脂加劇水解,不斷放出氣體(二氧化碳等),形成白色泡沫團,擠出的膜片呈篩網(wǎng)狀且布滿氣孔。
當樹脂含水量較低,在0.03~0.05%范圍內時,在薄膜表面會出現(xiàn)肉眼難以辨認的微小氣泡,在縱向牽引作用下呈細絲狀,使薄膜機械性能及電學性能變差,成為薄膜二次加工的隱患。因此對一般成型加工時所允許的樹脂最大含水量不應超過0.03%。
有些流變學研究,樹脂的剪切粘度隨樹脂中含水量的增加而下降,表明了樹脂在熔融過程中因水的存在而降解的情況。
樹脂加工溫度
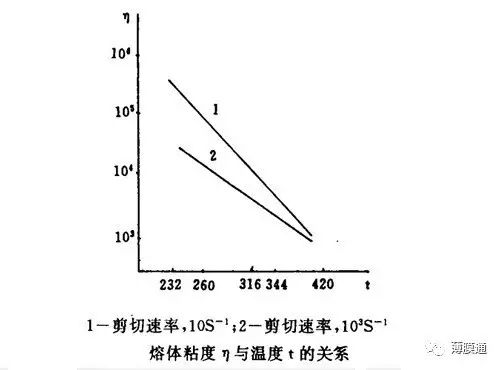
PC樹脂的分子量、熔體粘度、對熔體的剪切速率三者對PC熔融剪切粘度的影響是成型加工過程的關鍵條件。流變學研究表明,PC熔體粘度隨溫度升高而下降,高剪切時溫度對熔體粘度的影響比低剪切時小。
PC薄膜定型溫度
加工過程物料擠出溫度較高,如冷卻速度太快,勢必造成薄膜內部應力集中,出現(xiàn)表面起皺、不平等缺陷,必須有一個適當?shù)慕禍靥荻龋拍艿玫礁哔|量的薄膜,定型溫度主要是指定型輥的表明溫度,整個冷卻過程工藝條件要求嚴格準確。穩(wěn)定的定型條件應該是擠出速度、油溫和牽引速度三者的統(tǒng)一體。
此外,模唇與定型輥的距離也是很關鍵的,在薄膜擠出時,物料從模口擠出的瞬間,膜片的寬度有時變窄,即“縮頸”現(xiàn)象,這主要是因為物料處于粘流狀態(tài),在落到定型輥表面之前有一個拉長變窄的過程。在薄膜生產過程中盡量控制減少“縮頸”,嚴格掌握模口語定型輥的距離在最佳范圍內。
樹脂的干燥
烘料時應計算好用料量,盡量使一次烘干的樹脂一次用完。烘好的樹脂在加入料筒之后,用紅外線燈輻照,使樹脂在不低于110℃的情況下進入擠出機,既可防止樹脂吸濕,也有利于擠出加工。
聲明:本文由薄膜通整理,內容僅供學習參考,如有錯誤,歡迎指正。未經許可不得私自轉載,如有技術問題,歡迎大家發(fā)郵件探討。info@bomotong.com。
 聯(lián)系人:0769-8173-8045
聯(lián)系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
