


眾所周知,農(nóng)膜技術(shù)的發(fā)展應(yīng)用離不開“使用者”、“生產(chǎn)者”和“設(shè)備提供商”。一直以來,農(nóng)膜的生產(chǎn)者在整個環(huán)節(jié)中扮演著重要的角色,一方面,為擴大市場份額,盡量為下游用戶提供高質(zhì)量、多品種的產(chǎn)品;另一方面,為追求競爭力,要求設(shè)備提供商提供高技術(shù)的生產(chǎn)設(shè)備。近年來,隨著產(chǎn)品應(yīng)用領(lǐng)域的不斷發(fā)展,市場競爭的不斷加劇,這種關(guān)系也在悄然發(fā)生變化,使用者、設(shè)備提供商和生產(chǎn)者之間不再僅僅是一種單方面的買賣關(guān)系,而是一種相互合作,共同發(fā)展的關(guān)系。使用者的需求直接反饋給設(shè)備提供商,或者設(shè)備提供商直接從使用者獲得生產(chǎn)設(shè)備所需要的信息。比如,近年來PO涂覆薄膜、光生態(tài)薄膜等多功能膜的開發(fā)應(yīng)用。只有通過三者之間緊密的合作,不但可以確保設(shè)備穩(wěn)定、可靠,適應(yīng)范圍廣,而且產(chǎn)品的開發(fā)周期大大縮短。正是由于三者之間的關(guān)系發(fā)生了質(zhì)的變化,因而進(jìn)一步促進(jìn)了農(nóng)用薄膜生產(chǎn)設(shè)備技術(shù)的不斷進(jìn)步。
作為薄膜的生產(chǎn)者來講,如何在市場中擁有自己的競爭優(yōu)勢可能是大多數(shù)人最關(guān)心的話題。顯然產(chǎn)品的質(zhì)量是關(guān)鍵,產(chǎn)品的單位生產(chǎn)成本是保證!目前市場上一些知名的農(nóng)膜吹膜制造商,這些年來摸索了很多的經(jīng)驗,也取得了可喜的成果,文章將從中央供料-混料-計量系統(tǒng)、擠出機、模頭、自動風(fēng)環(huán)、收卷機和其他輔助裝置等六個方面來介紹農(nóng)用薄膜的最新吹塑技術(shù),為我們選購農(nóng)膜設(shè)備和了解農(nóng)膜新的吹塑技術(shù)提供一點點指導(dǎo)。
1、中央供料-混料-計量系統(tǒng)
在農(nóng)用薄膜的生產(chǎn)過程中,由于每臺設(shè)備的產(chǎn)量相對較大,塑料擠出過程中的原料供給如果單純靠人工稱重、混合加料這種方式很難保證其工作質(zhì)量和工作效率,特別是隨著多層共擠技術(shù)的快速發(fā)展,塑料擠出過程的原料供給已經(jīng)逐步演變?yōu)榧系母稍铩Υ妗⑤斔汀⒎Q重、混料和擠出控制于一體的自動化系統(tǒng)工程;另一方面,當(dāng)今的塑料加工行業(yè)正面臨日趨嚴(yán)重的競爭和持續(xù)不斷的市場變化,對如何確保產(chǎn)品的品質(zhì)和市場的競爭地位,在生產(chǎn)中具有高度的靈活性和自動化是非常必要的,而且降低產(chǎn)品的成本也就變得越來越重要了。中央供料-混料-計量技術(shù)正是為滿足人們在塑料擠出行業(yè)日益增長的需求而迅速發(fā)展起來的一項新技術(shù),引起了人們的廣泛關(guān)注。2010年1月開始執(zhí)行的農(nóng)用薄膜行業(yè)準(zhǔn)入條件也將“配備物料混配設(shè)備”列入其中,可見其重要性。
與傳統(tǒng)人工稱重、混合加料方式相比,中央供料-混料-計量系統(tǒng)其優(yōu)勢在于:
1)自動化程度高,系統(tǒng)一經(jīng)設(shè)定,無需操作人員;
2)精確控制擠出機的各組份比例和優(yōu)異混合效果;
3)能極其有效地控制制品的層間厚度比例;
4)無需預(yù)混料,變換產(chǎn)品配方時沒有多余的混合原料;
5)精確控制各層厚度及總厚度的每米重量,能有效降低原料的消耗,減少原料2-5%。
6)方便現(xiàn)代化的生產(chǎn)管理。系統(tǒng)能記錄每次操作的數(shù)據(jù),可供顯示、打印、存儲等。
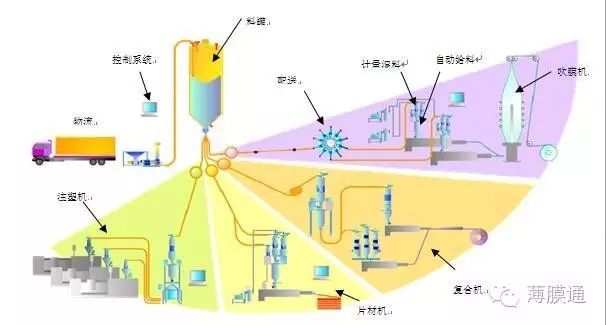
常用中央供料-混料-計量系統(tǒng)的生產(chǎn)廠家有德國的 PLAST-CONTROL公司、INOEX公司;美國的PCC公司、MAGUIRE公司、CRG公司、CONAIR公司;芬蘭的TSM公司、意大利的DOTECO公司等。國內(nèi)廠家在配置方面一般中央供料選用國產(chǎn)廠家來解決,混料和計量系統(tǒng)采用進(jìn)口產(chǎn)品,具體根據(jù)各家的使用習(xí)慣。
圖示為一個綜合型塑料制品生產(chǎn)企業(yè)對原料的中央集中控制系統(tǒng)。有吹膜、復(fù)合、片材、注塑等生產(chǎn)設(shè)備。以吹膜為例,各層擠出機所需的原料通過輸送、計量、混料和自動給料等環(huán)節(jié)自動完成,無需人工。
2、擠出機
擠出機作為農(nóng)膜設(shè)備的關(guān)鍵部件,近年來其研究方向主要集中在高效、可靠和節(jié)能等方面,反映到具體的技術(shù)上主要集中在主機驅(qū)動技術(shù)、加熱技術(shù)和螺桿技術(shù)等三個方面。主機驅(qū)動技術(shù)方面,逐步由直流驅(qū)動向節(jié)能和維護(hù)方便的變頻驅(qū)動發(fā)展,部分廠家開始采用更加節(jié)能的低速大扭矩電機,它將傳統(tǒng)的“電機”加“減速器”的方式變?yōu)橛?ldquo;扭矩電機”直接驅(qū)動螺桿的形式,如下圖所示。
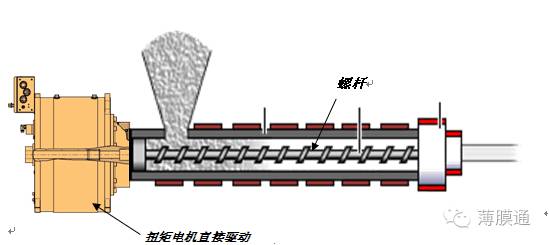
由于減少了減速器等中間環(huán)節(jié),系統(tǒng)效率由原來的80%提升到了93%(數(shù)據(jù)來自包米勒對三層共計吹膜設(shè)備的測試)。同時還具有節(jié)約維護(hù)成本,節(jié)省空間,減少噪音和振動,安裝簡單等優(yōu)點。目前由于應(yīng)用國外扭矩電機的成本相對較高,國內(nèi)的專業(yè)廠家也相繼開發(fā)了永磁同步扭矩電機,最近兩年已經(jīng)逐步在部分吹膜產(chǎn)品上得到了應(yīng)用,節(jié)能效果明顯。
擠出機中最為關(guān)鍵的技術(shù)就是螺桿的設(shè)計。由于目前大多數(shù)農(nóng)膜生產(chǎn)的原料是以線形低密度聚乙烯(LLDPE)、茂金屬聚乙烯(mLLDPE)為主,這些原料在塑化、剪切過程中產(chǎn)生的大量的剪切熱,導(dǎo)致熔體的溫度高,而過高的熔體溫度不僅影響膜泡的冷卻,而且也影響到膜泡的穩(wěn)定性,甚至過高的熔體溫度會讓一些功能性助劑失去應(yīng)有的作用。因而螺桿的設(shè)計必須根據(jù)農(nóng)膜配方中加工材料的特點來進(jìn)行周密的考慮,實現(xiàn)高產(chǎn)能、低熔融溫度以及高塑化質(zhì)量的目的。目前在結(jié)構(gòu)設(shè)計上主要采用“分離屏障型”的螺桿設(shè)計,整條螺桿主要分為五段結(jié)構(gòu),即加料段(等距等深)、分離壓縮段(主副螺紋結(jié)構(gòu))、計量1段(等距等深)、屏障段(Eagan斜槽式)和計量2段(等距等深),如下圖所示。
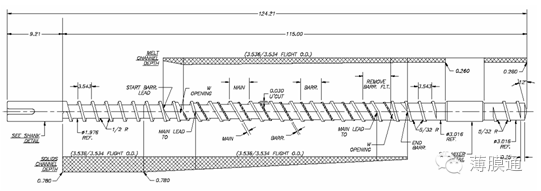
實踐證明該結(jié)構(gòu)具有很好的塑化質(zhì)量和混和效果。當(dāng)然好的結(jié)構(gòu)需要合理的參數(shù)設(shè)計,針對各種不同加工配方設(shè)計了不同的壓縮比、分離間隙、屏障間隙和計量段深度等關(guān)鍵參數(shù),很好的滿足了加工的要求。例如:Φ150螺桿在加工MI=2的茂金屬聚乙烯(mLLDPE)時,擠出機的最大產(chǎn)量為756kg/h(轉(zhuǎn)速60rpm),而熔體的最高溫度控制在190℃以下,完全滿足農(nóng)膜生產(chǎn)所需的低溫、高產(chǎn)擠出要求。
另外,在農(nóng)膜的生產(chǎn)過程中,擠出電機和加熱兩大部分消耗了設(shè)備的絕大部分能耗,是衡量設(shè)備是否節(jié)能的關(guān)鍵!因此,如何設(shè)計好加熱系統(tǒng)不僅影響設(shè)備的能耗,而且對制品的質(zhì)量影響也很大。通常在加熱器的設(shè)計上采用鑄鋁電熱管加熱的形式,壽命及質(zhì)量都有所保證,但由于屬于間接加熱,加熱速度緩慢,因而效率較低,加熱質(zhì)量不易控制。近年來,在擠出機的加熱技術(shù)上逐步向節(jié)能的電磁加熱方向發(fā)展。由于采用電磁感應(yīng)加熱,因此,具有以下優(yōu)點:
1)加熱速度快,效率高;
2)節(jié)能和降低環(huán)境溫度,據(jù)相關(guān)資料介紹可節(jié)能30%-50%,加熱外表面溫度低,約50-60℃,對環(huán)境溫度不造成影響;
3)降低加熱功率,約常規(guī)的60%;
4)壽命長,維護(hù)簡單,操作安全。
但是,由于農(nóng)膜加工工藝的特殊性,機筒除了需要加熱外,有時為了降低剪切熱或者由于改變工藝需要降低溫度時,電磁加熱優(yōu)勢就相對不明顯,還需要設(shè)備供應(yīng)商和使用者共同研究解決,另一方面,有研究聲稱感應(yīng)加熱會向周圍環(huán)境釋放能量強大的電磁波,當(dāng)電磁波的強度達(dá)到一定的程度時就會產(chǎn)生電磁輻射,進(jìn)而對作業(yè)人員的健康造成危害。
3、模頭
農(nóng)用薄膜吹塑模頭的新技術(shù)主要表現(xiàn)在四個方面:新的結(jié)構(gòu)設(shè)計、計算機輔助參數(shù)設(shè)計、數(shù)控精密加工和先進(jìn)的流道表面處理技術(shù)。
模頭在結(jié)構(gòu)設(shè)計上各廠家逐步由原來的側(cè)向進(jìn)料向中心進(jìn)料轉(zhuǎn)變(見下圖)。因而避免了中外層熔體在進(jìn)入分流道之前需經(jīng)過帶有衣架形熔體分配器而導(dǎo)致的分配不均勻現(xiàn)象,從而更好的保證了制品的精度誤差,具有:1)射料孔分配更均勻。2)較少死角,避免滯料及分解。3)接觸面積少,流動阻力小,壓力降低。
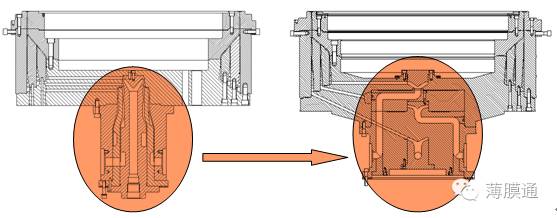
模頭設(shè)計方面,在流道孔的大小、流道間隙等參數(shù)設(shè)計上都通過了精確的計算及試驗,特別是在螺旋流道設(shè)計上更是很好地借用了計算機輔助設(shè)計這一先進(jìn)的工具,通過多段螺紋升角來控制剪切效果,從而達(dá)到熔體在螺旋槽的分配均勻一致,減少停留時間。模頭流道的加工采用“超大型加工中心”使流線型、無死角流道變成現(xiàn)實(見下圖)。同時流道表面也采用特殊的工藝處理達(dá)到了較高的加工質(zhì)量,保證流道的光滑、順暢。

實踐證明,通過對模頭材料的嚴(yán)格選用、結(jié)構(gòu)的合理設(shè)計、先進(jìn)的設(shè)備加工等多方面的配合,模頭的塑化共擠效果達(dá)到最佳狀態(tài),制品的厚薄均勻度得到了有效的保證。
4、自動風(fēng)環(huán)
在農(nóng)膜的生產(chǎn)過程中,影響薄膜厚薄均勻度的因素有很多,它主要取決于前面提到的塑化擠出和冷卻定型部分的設(shè)計是否合理、制造是否精密。與此同時,研究者們還發(fā)現(xiàn)薄膜的影響因素與原料、工藝條件、操作人員經(jīng)驗等息息相關(guān)。另一方面,薄膜終端用戶和生產(chǎn)企業(yè)對農(nóng)膜的厚薄均勻性也越來越關(guān)注,特別時近年來PO涂覆膜的生產(chǎn)對厚薄提出了更高的要求。因此,如何提高薄膜的厚薄均勻性成為研究人員的重要課題。目前,自動調(diào)節(jié)薄膜厚薄均勻性的技術(shù)基本成熟,有自動加熱筒式分段模唇、自動柔性分段模唇、自動風(fēng)量式分段風(fēng)環(huán)和自動風(fēng)溫式分段風(fēng)環(huán)四種方式,不同的加工特點適合不同的控制方式,針對農(nóng)膜生產(chǎn)的特點,研究表明采用自動風(fēng)溫式分段風(fēng)環(huán)具有相互控制區(qū)域影響極小,控制點多,對環(huán)境要求低,維護(hù)容易,且非控制狀態(tài)下對薄膜厚薄影響較小。下面簡單介紹其工作原理(見下圖)。
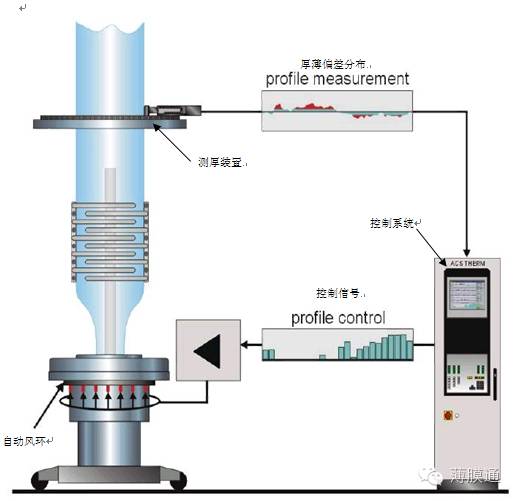
農(nóng)用薄膜自動風(fēng)溫式分段風(fēng)環(huán)工作原理:通過安裝在穩(wěn)泡器與夾板之間的帶旋轉(zhuǎn)掃描架的橫向測厚系統(tǒng)實時檢測當(dāng)前薄膜制品厚度偏差的分布狀態(tài),檢測信號饋送給計算機,經(jīng)數(shù)據(jù)處理后,向布置在自動風(fēng)環(huán)內(nèi)部的各自獨立的控制區(qū)域發(fā)出調(diào)節(jié)的指令從而實現(xiàn)調(diào)整膜制品的厚度的目的。它分為三個部分:測厚裝置、自動風(fēng)環(huán)和控制系統(tǒng)。
1)測厚裝置
在吹塑薄膜的厚度自動控制系統(tǒng)中最常見的測厚儀是簡單無輻射的電容式厚度傳感器測厚儀,但對于阻隔性薄膜一般采用β、γ或紅外線測厚儀較多,因為對于極性的EVOH和PA材料測量更準(zhǔn)確。安裝位置有沿膜泡360º正負(fù)旋轉(zhuǎn)的自動掃描架檢測和安裝在旋轉(zhuǎn)的人字夾板或旋轉(zhuǎn)牽引之后等三種方式。而對于農(nóng)膜生產(chǎn)來講主要選用帶旋轉(zhuǎn)掃描架的電容式厚度傳感器測厚儀,安裝在穩(wěn)泡器與夾板之間。測厚儀的廠家有瑞士Kundig公司、德國的Octagon等,一般應(yīng)用較多、比較成熟的廠家是瑞士Kundig,在旋轉(zhuǎn)掃描架的選擇上,由于農(nóng)膜膜泡直徑較大,直接選用進(jìn)口產(chǎn)品成本較高,一般是根據(jù)廠家的圖紙國內(nèi)制作。
2)自動風(fēng)環(huán)
作為自動厚薄系統(tǒng)的執(zhí)行機構(gòu)自動風(fēng)環(huán),它主要是通過加熱元件來控制恒定體積氣體的溫度,從而控制分段風(fēng)環(huán)對薄膜的差式冷卻來調(diào)節(jié)薄膜的厚薄均勻度。其結(jié)構(gòu)特點;a)控制區(qū)域比自動風(fēng)量式風(fēng)環(huán)多;b)風(fēng)溫式風(fēng)環(huán)在投入自動控制之前初始精度比風(fēng)量式風(fēng)環(huán)高,冷卻效率好;c)調(diào)節(jié)時間短,反應(yīng)靈敏;4)操作簡單,免維護(hù);d)對環(huán)境的使用要求低;e)風(fēng)溫式風(fēng)環(huán)同時具有方便不同規(guī)格產(chǎn)品的生產(chǎn),不同尺寸的口模更換以及對現(xiàn)有生產(chǎn)線的升級等優(yōu)點。
3)控制系統(tǒng)
自動風(fēng)環(huán)的控制是一種在線實時控制系統(tǒng),從控制過程看,薄膜厚度變化與加熱筒控制量之間找不到明確關(guān)系,不同厚度薄膜以及加熱控制量大小與厚薄變化之間程非線性無規(guī)律變化,每調(diào)整一個加熱器時對相鄰點影響都很大,且調(diào)整有滯后性,使不同時刻之間又互相關(guān)聯(lián),對于這種高度非線性、強耦合、時變性和控制不確定性系統(tǒng),其精確數(shù)學(xué)模型幾乎無法建立,而傳統(tǒng)控制對較確定控制模型控制效果較好,而對于高度非線性,不確定性,復(fù)雜反饋信息控制效果很差甚至無能為力。國內(nèi)廠家采用了現(xiàn)代模糊控制理論,由主APC柜和分布在風(fēng)環(huán)周圍的控制箱組成,具有:a)圖文顯示薄膜的各種厚度曲線和整卷薄膜的厚度趨勢;b)存儲各種工藝參數(shù)下的每個加熱器的功率水平,需要是再自動恢復(fù);c)打印各個階段的薄膜厚度曲線;d)可以手動對一個或多個加熱器進(jìn)行功率設(shè)定;e)可以實時檢查和顯示每個加熱器的功率水平的使用狀況,并與薄膜厚度曲線對應(yīng);f)操作、安裝和維護(hù)極為方便、簡單。
5、收卷機
收卷機是除擠出螺桿、模頭和風(fēng)環(huán)之外,影響膜卷質(zhì)量最為關(guān)鍵的因素!而且由于農(nóng)用薄膜一般幅寬比較寬,有的還有插邊、折邊等多種方式,因此對收卷提出了更高的要求。目前有無軸式、有軸式和擺動折疊式三大類農(nóng)膜收卷機來滿足用戶的需求。
1)無軸式收卷
其收卷的結(jié)構(gòu)形式為“表面+輔助中心收卷模式”,適合各種薄膜的卷取。由于無需氣漲軸或者機械芯軸,只需提供合適的紙芯即可自動完成自動換卷、自動切斷、自動張力以及自動卸卷等動作。具有以下特點:a)操作方便,勞動強度低。b)收卷剛性好,適合幅寬較大的薄膜卷取。c)切口不整齊。d)膜卷質(zhì)量受厚薄影響。
2)有軸式收卷
其收卷的結(jié)構(gòu)形式為“中心+間隙收卷模式”,由于受收卷軸材料剛性的限制,對卷取的薄膜寬度有一定的限制,目前有的廠家通過增加輔助托輥來解決這一問題,但技術(shù)上還需進(jìn)一步提升。該結(jié)構(gòu)也可自動完成自動換卷、自動切斷、自動張力控制等動作。具有操作強度偏高、膜卷平整、切口整齊等特點。
3)折疊式收卷
擺動折疊式收卷機的工作原理是:薄膜按照一定的寬度多次通過機械手對折,達(dá)到規(guī)定的長度后切斷然后裝箱流通。它的優(yōu)勢在于沒有采用繞的方式收卷,不存在收卷軸的剛性問題,所以對膜的寬度沒有過多限制。它的技術(shù)難點主要集中在三個方面:1)對折寬度不易保證,特別是疊長度超過150米以上的薄膜時,隨著卷的厚度增加,起始寬度和結(jié)束時的寬度有一定的差別;2)在對折過程中由于片與片之間的空氣很難排除干凈,所以膜片會產(chǎn)生“菜心”、皺折等缺陷;3)折疊長度和速度受限制,一次折疊長度很難超過200米,牽引速度很難超過30m/min。
6、其他輔助裝置
農(nóng)用薄膜在生產(chǎn)過程中,一般會根據(jù)各種不同的要求對薄膜進(jìn)行剖切、印刷、焊接、折邊和涂覆等輔助操作,隨著農(nóng)膜應(yīng)用領(lǐng)域的斷擴展以及操作要求的不斷提高,設(shè)備供應(yīng)上開發(fā)了一些新的裝置來滿足這些不斷增長的要求。下面主要介紹焊邊和折邊這兩種方式。
1)焊邊
過去在建設(shè)大棚的時候,需要用戶手工焊邊,不但操作麻煩,同時還增加了薄膜損壞的機率,目前很多企業(yè)都在設(shè)備上設(shè)計增加了在線焊邊的裝置,見下圖二。在國外為了減少重復(fù)的手工勞動,在生產(chǎn)過程中除焊邊外,還傳入蓋棚用的繩索,見下圖一。
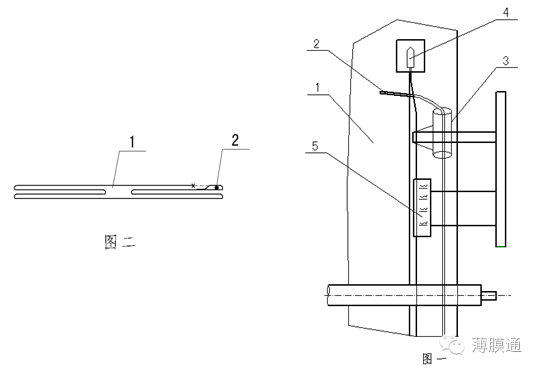
另外,有的客戶為了拼接窄幅農(nóng)膜,在生產(chǎn)過程中通過下圖的特殊裝置將薄膜局部加厚,以提升強度達(dá)到縫合拼接不易損壞的目的。
2)折邊
為方便運輸和操作,農(nóng)膜一般都需要進(jìn)行插邊、折邊處理。常見的方式有M型插邊(插板沿中心對插)、八折(M型插邊后沿中心對折)以及C型折邊的形式,前兩種國內(nèi)用戶都比較常見,下面簡單介紹一下“C型折邊(兩邊沿中心折)”。
C型折邊是將薄膜的兩邊沿中心對折,還可根據(jù)需要對折一次,這樣的好處是在搭棚是操作極為方便,如下圖所示,只需從大棚兩側(cè)將薄膜展開即可。C型折邊主要安裝在第一牽引裝置和第二牽引裝置之間,其原理是通過可調(diào)幅寬的折疊架將兩邊的薄膜向中心折疊,并通過牽引送入收卷機。

 聯(lián)系人:0769-8173-8045
聯(lián)系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
合工藝知多少")