


薄膜生產(chǎn)常用樹脂——熱塑性聚氨酯TPU
熱塑性聚氨酯彈性體Thermoplastic polyurethanes,簡稱TPU,又稱PU熱塑膠,是一種由低聚物多元醇軟鏈段與二異氰酸酯-擴鏈劑硬鏈段構(gòu)成的線型嵌段共聚物,其薄膜具有優(yōu)良的延伸性能和回復(fù)彈性、良好的柔軟性和生物相容性,防水透濕,耐磨耗、耐折曲、耐低溫性、耐油、抗紫外線輻射,它硬度范圍寬從60HA至85HD。被廣泛應(yīng)用于各個領(lǐng)域,如:日常生活中的各種鞋類、服裝、紙尿褲之面料及內(nèi)里材料;醫(yī)療衛(wèi)生領(lǐng)域的手術(shù)衣、醫(yī)療用褥墊、冰袋、繃帶、醫(yī)療用透氣膠帶、外科用包扎布條等面料及內(nèi)里材料;在國防領(lǐng)域可作為武器封存覆膜、野戰(zhàn)帳篷、救生衣、充氣艇等面料及內(nèi)里材料;在工業(yè)領(lǐng)域常被用于防火、隔熱、隔音材料,飛機零部件及裝潢、汽車零部件、防水貼條、壓縮封墊、傳動皮帶、絕緣板、安全防彈玻璃等等。
TPU薄膜的加工特性
TPU樹脂具有很強的吸濕性,其粒狀的材料如果含有過多的水分將會導(dǎo)致加工問題,并降低成品的質(zhì)量。因此,在加工前必須對TPU材料及加工助劑都需要進行干燥處理。干燥后的粒狀材料的水分含量不應(yīng)該超過0.02%(重量百分比)。干燥后的樹脂應(yīng)該立即被儲存在能夠安全密封的干燥的容器中,以免再次吸濕。一般情況,如果塑化后的TPU薄膜有發(fā)泡現(xiàn)場或出現(xiàn)氣泡,則代表干燥效果不佳。

同時,由于TPU顆粒樹脂密度大、具有彈性、以及干燥后含有較高的溫度特性會導(dǎo)致樹脂在普通料斗中易架橋而不下料、因此需要對料斗和機筒的落料口進行特殊設(shè)計。考慮到TPU樹脂的價格昂貴,配置稱重喂料系統(tǒng)效果可以有效節(jié)約原料消耗。
TPU薄膜加工工藝
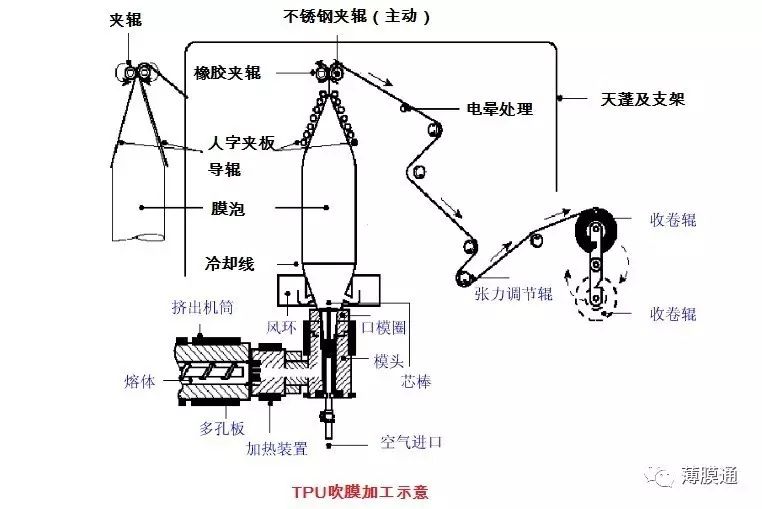
目前TPU薄膜主要加工方式包括吹膜法、流延法、涂覆法、壓延法。其中吹膜法和流延法加工TPU薄膜最為常見。因為薄膜具備較高的延伸性和彈性,因此在吹膜法加工過程中相對比較復(fù)雜,很難進行單獨成型加工,所以常見的工藝是通過易于成型PE作為底襯共擠成型加工,即通過不同擠出機分別對TPU原料和PE原料進行塑化、擠出加工,并在共擠模頭中復(fù)合成型,使用時將PE層剝離再回收利用。
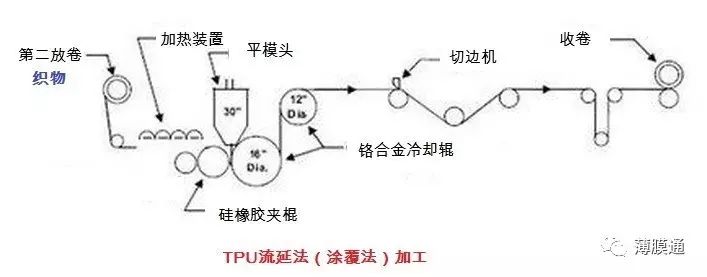
而在流延涂覆法中,TPU擠出涂覆是將熔融的TPU貼合在基材上的一種生產(chǎn)工藝。TPU樹脂在擠出機料筒中經(jīng)擠壓熔融,通過一個平模頭向下壓擠出到兩個輥筒之間,同時牽引基材入熔融塑化的物料與橡膠加壓輥之間。控制加壓輥的壓力,將塑化的TPU物料與基材貼合在一起,熱膠布通過金屬輥冷卻后,裁邊,卷取,一次加工成型應(yīng)用產(chǎn)品。
TPU加工注意要點
TPU熔體對剪切和溫度都很敏感,過高剪切會導(dǎo)致產(chǎn)品性能降低,過高溫度會導(dǎo)致熔體分解,因此對擠出機及螺桿設(shè)計有一定的要求。一般通過降低螺桿的轉(zhuǎn)速來控制擠出過程中的加工溫度和剪切率,但是這樣會導(dǎo)致擠出量的下降,因此建議采用屏障型強制進料螺桿,配套光滑式機筒來解決擠出量問題。
因為TPU薄膜具有良好的拉伸彈性,因此在牽引和收卷過程中一定要注意,一般在牽引過程中要保持張力的穩(wěn)定性和盡可能降低牽引力,因此一些設(shè)備采用張力閉環(huán)控制的方式實現(xiàn)牽引的恒張力,保證張力的穩(wěn)定,并通過間隙收卷的方式進行收卷。
聲明:本文由薄膜通約稿,版權(quán)歸薄膜通和原作者共同所有,內(nèi)容僅供學(xué)習(xí)參考,如有錯誤,歡迎指正。未經(jīng)許可不得私自轉(zhuǎn)載,如有技術(shù)問題,歡迎大家發(fā)郵件探討。info@bomotong.com。
 聯(lián)系人:0769-8173-8045
聯(lián)系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮(zhèn)橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
合工藝知多少")