


前言
本標準按照GB/T 1.1-2009給出的規則起草。
本標準代替GB/T 13519-1992《聚乙烯熱收縮膜》。
本標準與GB/T 13519-1992《聚乙烯熱收縮膜》相比,除編輯性修改外,主要技術變化如下:
—修改了分類(見第3章);
—修改了寬度偏差的規定(見4.2.2,1992年版的4.1.1);
—增加了每卷段數和每段長度的要求(見4.1.1);
—增加了每卷段數和每段長度的要求(見4.2.3);
—增加了其他性能的規定(見4.4);
—修改了收縮率的試驗條件(見6.3,1992年版的5.7);
—增加了摩擦系數測定的試驗方法(見5.7.1);
—增加了透光率測定的試驗方法(見5.7.2);
—增加了潤濕張力測定的試驗方法(見5.7.3);
—增加了熱合強度測定的試驗方法(見5.7.4);
—增加了抗沖擊性能測定的試驗方法(見5.7.5)。
本標準由中國輕工業聯合會提出。
本標準由全國塑料制品標準化委員會(SAC/TC 48)歸口。
本標準起草單位:大連華諾塑料科技有限公司、深圳市高分子行業協會、東莞市正新包裝制品有限公司、深圳市萬達杰塑料制品有限公司、天津市天塑科技集團有限公司四維寶諾包裝分公司、華潤雪花啤酒(中國)有限公司。
本標準主要起草人:李德龍、王文廣、全明德、魏文昌、姜華、鐘俊輝、劉焱。
本標準所代替標準德歷次版本發布情況為:
—GB/T 13519-1992。
包裝用聚乙烯熱收縮薄膜
1 范圍
本標準規定了包裝用聚乙烯熱收縮摸(以下簡稱薄膜)德分類、要求、試驗方法、檢驗規則和標志、包裝、運輸、貯存。
本標準適用于以聚乙烯樹脂為主要原料,采用一次吹塑法生產成型德薄膜。
2 規范性引用文件
下列文件對于本文件德應用市必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 1040.3-2006 塑料 拉伸性能的測定 第3部分:薄膜和薄片的試驗條件
GB/T 2410-2008 透明塑料透光率和霧度的測定
GB/T 2828.1-2012 計數抽樣檢驗程序 第1部分:按接收質量限(AQL)檢索的逐批檢驗抽樣計劃
GB/T 2918-1998 塑料試樣狀態調節和試驗的標準環境
GB/T 6672-2001 塑料薄膜和薄片厚度測定 機械測量法
GB/T 6673-2001 塑料薄膜和薄片長度和寬度的測定
GB/T 9639.1-2008 塑料薄膜和薄片摩擦系數測定方法
GB/T 10006-1988 塑料薄膜和薄片摩擦系數測定方法
GB/T 14216-2008 塑料 膜和片潤濕張力的測定
QB/T 1130-1991 塑料直角撕裂性能試驗方法
QB/T 2358-1998 塑料薄膜包裝袋熱合強度試驗方法
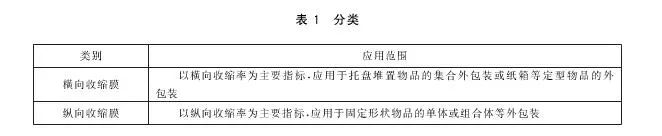
3 分類
薄膜按應用范圍分為橫向收縮膜和縱向收縮膜兩類,見表1。
4 要求
4.1 外觀
不允許有影響使用的氣泡、穿孔、條紋、折皺、魚眼、雜質等缺陷。
4.2 尺寸
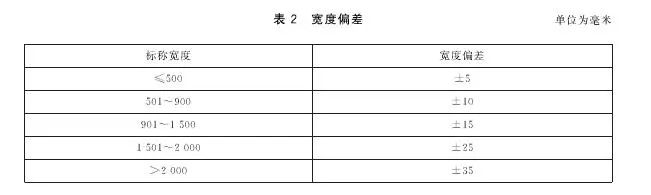
4.2.1 寬度偏差
寬度偏差應符合表2要求。
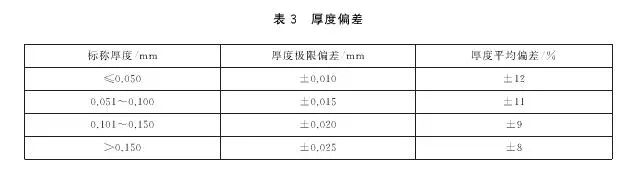
4.2.2 厚度偏差
厚度偏差應符合表3要求
4.2.3 每卷段數和每段長度
每卷薄膜段數應不大于3段,每段長度應不小于50m,斷頭(或接頭)處應有明顯標記。
4.3 物理力學性能
物理力學性能應符合表4要求。 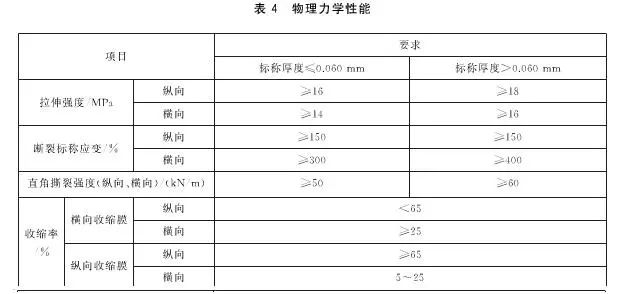
4.4 其他性能
薄膜的摩擦系數、透光率、潤濕張力、熱合強度、抗沖擊性能的要求由供需雙向商定。
5 試驗方法
5.1 取樣
從完好的膜卷外端先剪去不少于3m,再裁取長度不少于3m的薄膜試樣進行試驗。
5.2 試樣狀態調節和試驗的標準環境
試樣的狀態調節應按GB/T 2918-1998的規定進行,溫度為(23±2)℃,調節時間不少于4h,并在此條件下進行試驗。
5.3 外觀
在自然光線下目測。
5.4 寬度偏差
按GB/T 6673-2001的規定進行。
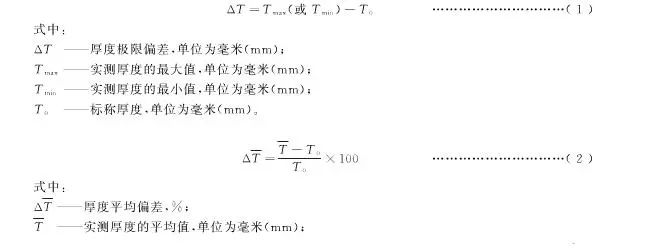
5.5 厚度偏差
按GB/T 6672-2001的規定進行,按式(1)計算厚度極限偏差,按式(2)計算厚度平均偏差。

5.6 物理力學性能
5.6.1 拉伸強度和斷裂標稱應力
按GB/T 1040.3-2006的規定進行試驗,采用2型樣,寬度為15mm,夾具間初始距離為100mm,試驗速度為(500±50)mm/min。
5.6.2 直角撕裂強度
按QB/T 1130-1991的規定進行試驗。
5.6.3 收縮率
5.6.3.1.1 恒溫浴槽
用于盛裝液體傳熱介質,容積應滿足試驗要求。
5.6.3.1.2 液體傳熱介質
傳熱介質選擇導熱油,以對試樣無影響為原則。
5.6.3.1.3 框架
兩個嵌有金屬網的框架,金屬網外形尺寸大于試樣10mm以上。兩金屬網間距為1mm~3mm。應不影響試樣的自由收縮。
5.6.3.1.4 試樣
用精度為0.5mm的鋼直尺、刀片或專用工具,裁取100mmx100mm的試樣3塊,標記薄膜的縱、橫方向。
5.6.3.2 試驗步驟
將試樣放入兩框架之間,迅速侵入(140±2)℃恒溫浴槽的介質中并開始計時,試驗過程應保持試樣均勻受熱自由收縮,20s后取出試樣,并侵入冷卻用的常溫浴槽介質中,冷卻5s取出,水平靜置10min,分別測量試樣的縱、橫向尺寸。
5.6.3.3 計算
按式(3)計算收縮率,結果取3塊試樣的算術平均值。 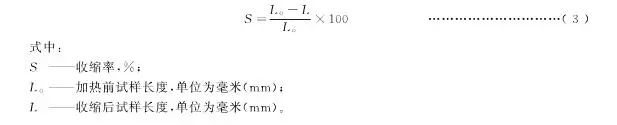
5.7 其他性能
5.7.1 摩擦系數
按GB/T 10006-1988的規定進行試驗。
5.7.2 透光率
按GB/T 2410-2008的規定進行試驗。
5.7.3 潤濕張力
按GB/T 14216-2008 的規定進行試驗。
5.7.4 熱合強度
按QB/T 2358-1998的規定進行試驗。
5.7.5 抗沖擊性能
按GB/T 9639.1-2008的規定進行試驗。
6 檢驗規則
6.1 組批
同一類別、規格、配方和工藝條件下生產的薄膜為一批,每批不超過10t。
6.2 抽樣
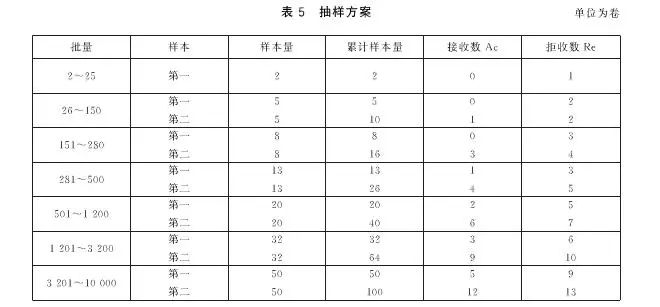
6.2.1 外觀、尺寸按GB/T 2828.1-2012規定的二次正常抽樣方案抽樣,采用一般檢驗水平Ⅰ,接收質量限(AQL)為6.5,見表5.每卷薄膜為一個樣本單位。
6.2.2 物理力學性能從每批薄膜中隨機抽取3卷,分別按5.1的規定取樣。
6.3 檢驗分類
6.3.1 出廠檢驗
出廠檢驗項目為4.1、4.2和表4中的收縮率項目。
6.3.2 型式檢驗
型式檢驗項目為本標準要求中的全部項目,一般在下列情況之一時,應進行型式檢驗:
a) 新產品或老產品轉廠生產的試制定型鑒定;
b) 正式生產后,如結構、原料、工藝有較大改變,考核對產品性能影響時;
c) 正常生產過程中,定期或積累一定產量后,周期性地進行一次檢驗,考核產品質量穩定時;
d) 產品長期停產后,恢復生產時;
e) 出廠檢驗結果與前次型式檢驗結果有較大差異時;
f) 國家質量監督機構提出進行型式檢驗的要求時。
6.4 判定規則
6.4.1 外觀、尺寸若有一項不合格,則判該卷不合格。
6.4.2 物理力學性能檢驗結果若有不合格項,應有原批中重新加倍抽樣,對不合格項進行復驗,如復驗仍不合格項,則判定該批為不合格。
6.4.3 按6.4.1、6.4.2判定均合格時,則判定該批合格。
7 標志、包裝、運輸、貯存
7.1 標志
每卷薄膜至少應有下列標志:產品名稱、批號或生產日期、規格、重量、生產廠名、廠址、執行標準、檢驗員章。
7.2 包裝
膜卷應使用塑料膜或編織袋包裝,如有特殊要求,由供需雙方商定。
7.3 運輸
運輸時應避免與銳利硬物觸及,防止機械碰撞、跌落和日曬雨淋,保持包裝完整。
7.4 貯存
膜卷應存放在清潔、干燥、陰涼的庫房內,庫房溫度不得高于50℃,堆放整齊,避免擠壓變形或損傷。貯存期自生產之日起不超過1年。
————
 聯系人:0769-8173-8045
聯系人:0769-8173-8045 電話:0769-8173-8045
電話:0769-8173-8045 郵件:info@bomotong.com
郵件:info@bomotong.com 地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室
地址:東莞市寮步鎮橫坑寶塘路與東升路交匯處華谷大廈1號樓三樓316室 
